Da Teoria à Prática: Aplicações Reais do Simcenter STAR-CCM+ na Metalurgia
- 3 de mai. de 2024
- 9 min de leitura
Atualizado: 25 de ago. de 2025

A indústria de ferro e aço são altamente intensivas em materiais e energia. A energia constitui uma parte significativa do custo de produção do aço, de 20% a 40%. Assim, melhorias na eficiência energética resultam em custos de produção reduzidos e, consequentemente, maior competitividade. Outro desafio na produção de aço é que as emissões de CO₂ são altas. Em média, as usinas de aço primárias emitem três toneladas de CO₂ por tonelada de aço. O melhor índice global é de 1,4 toneladas de CO₂ por tonelada de aço.
Para fortalecer a competitividade verde e alcançar o objetivo de produção de baixo carbono e limpa, a indústria siderúrgica adota quatro estratégias de economia de energia: (a) Aumentar a eficiência energética: recuperação de calor residual, melhorando a eficiência do sistema/equipamento de energia otimizando a operação e gestão de energia. (b) Desenvolver e utilizar combustíveis de baixo carbono como biomassa, (c) Maximizar o valor do gás combustível e (d) Desenvolver a tecnologia de ponta como o CCS (captura e armazenamento de carbono).
Processo de Produção de Aço
No processo primário de produção de ferro, os materiais como minério de ferro, coque e cal são derretidos em um alto-forno resultando em ferro líquido (metal quente). Os métodos chave são o Forno de Oxigênio Básico (BOS) e o mais moderno Forno de Arco Elétrico (EAF). No processo secundário de fabricação de aço, o aço líquido produzido pelos métodos BOS e EAF é tratado para ajustar a composição do aço. Os processos secundários de fabricação de aço envolvem Agitação, Forno de panela, Injeção em panela, Desgaseificação, CAS-OB (ajuste de composição por borbulhamento de argônio selado com sopro de oxigênio). Na fundição contínua, o aço líquido é fundido em um molde refrigerado causando a solidificação de uma fina casca de aço. A tira de casca é retirada usando rolos guias e totalmente resfriada e solidificada.
A tira é cortada em comprimentos desejados dependendo da aplicação; placas para produtos planos (placas e fitas), lingotes para seções (vigas), billets para produtos longos (fios) ou tiras finas. No processo primário de formação, o aço que é fundido é então formado em várias formas, muitas vezes por laminação a quente. Os produtos laminados a quente são divididos em produtos planos, produtos longos, tubos sem costura e produtos especiais. As técnicas secundárias de formação dão ao aço sua forma e propriedades finais. Estas técnicas incluem laminação a frio, Usinagem (perfuração), Junção (soldagem), Revestimento (galvanização), Tratamento térmico (temperamento), Tratamento superficial (cementação).

A Siemens com o Simcenter STAR-CCM+, uma abordagem baseada em Dinâmica de Fluidos Computacional (CFD), é usada na indústria siderúrgica para (a) melhorar a eficiência do sistema de energia e equipamentos, (b) otimizar a operação e gestão de energia, (c) analisar e comparar diversas tecnologias para otimizações de processo. O Simcenter STAR-CCM+ fornece análises detalhadas do fluxo de fluidos, transferência de calor e outros fenômenos fisio-químicos nos equipamentos em escala real e condições operacionais, o que de outra forma não é possível por técnicas experimentais. Esta tecnologia oferece um entendimento tridimensional detalhado dos parâmetros do processo como padrões de fluxo, temperatura, perfil de mistura, composição química, transferência de calor, combustão, reações químicas, fundição, etc. O Simcenter STAR-CCM+ também oferece uma capacidade muito robusta de Método dos Elementos Discretos (DEM) para modelar fluxos de partículas sólidas.
Forno de Oxigênio Básico
Forno de Oxigênio Básico
O forno de oxigênio básico (BOF) é uma parte do processo de fabricação de aço onde oxigênio puro é usado para converter ferro-gusa líquido em aço, oxidando o carbono. Em fornos de sopro superior, um jato de oxigênio supersônico é soprado através de uma lança verticalmente orientada sobre o banho de metal líquido, criando uma cavidade na superfície do banho. Parâmetros importantes são a forma e o tamanho desta cavidade, pois contribuem para a área de contato interfacial entre o oxigênio e o metal. As rápidas reações de descarbonização na interface metal líquido/gás levam à formação de monóxido de carbono (CO), que pode reagir com o oxigênio no espaço superior do forno para produzir dióxido de carbono. Este último processo é geralmente referido como reação de pós-combustão e é altamente exotérmico (ΔHR = -283 kJ/mol). Com o objetivo de otimizar a eficiência energética do processo e aumentar a quantidade de sucata que pode ser refundida no banho, há um forte interesse em promover a pós-combustão do monóxido de carbono e a transferência da energia liberada por esta reação para o metal líquido. Alternativamente, conversores de sopro inferior são usados, onde o oxigênio é injetado na parte inferior do forno. Isso leva a uma agitação e mistura adicionais, similares aos resultados mostrados na seção da panela. A geometria do conversor, a configuração da lança, o número, a dimensão e o posicionamento das entradas inferiores, bem como as taxas de fluxo afetam o campo de fluxo e, portanto, o processo de oxidação e oferecem oportunidades para melhorar o processo e sua eficiência.
Para simular um BOF com lança superior com foco na penetração do jato e sua interação com o metal líquido, o Simcenter STAR-CCM+ oferece o método Volume of Fluid (VOF) e o modelo de múltiplas fases Euleriano com uma extensão de modelo para capturar a superfície livre corretamente, chamado Large Scale Interface (LSI). Ambos os métodos suportam reações em cada fase e recentemente um modelo de reação superficial para VOF foi introduzido para considerar reações apenas na superfície livre, onde o oxigênio entra em contato com o carbono no metal líquido.
Configuração e descrição do caso
No caso apresentado aqui, um jato de oxigênio puro de cima interage com o derretimento. A simulação VOF transiente é realizada em um domínio 2D axisimétrico com 125.000 células hexaédricas, assumindo comportamento de gás ideal para a fase gasosa. Ambas as fases são modeladas como multicomponentes. A fase gasosa consiste de O₂, CO, CO₂ e N₂, enquanto a fase líquida contém Fe e C. Para modelar a descarbonização, duas reações superficiais na interface são aplicadas, formando CO na fase gasosa:
C(l) + O₂(g) → 2CO(g)
C(l) + CO₂ → 2CO(g)
2CO(g) + O₂(g) → 2CO₂(g)




Figura 1: Esquerda: Jato de oxigênio entrando no BOF e penetrando no líquido fundido. A linha preta indica a superfície livre. Direita: O vermelho mostra o líquido fundido, o azul a fase gasosa e a cor amarelada indica gotículas líquidas
Resultados
Os resultados da simulação na Fig. 1 mostram a penetração profunda do jato de oxigênio no derretimento. Gotas de derretimento menores e maiores são levantadas e espirram contra a parede. A profundidade e a forma da cavidade estão permanentemente mudando, já que este caso é inerentemente transitório, resultando por um lado em uma maior área de superfície e por outro em uma mistura adicional devido a essas flutuações.

Figura 2: Fração molar de oxigênio na fase gasosa.

Figura 3: Fração molar de carbono no fundido. Valores mais baixos são encontrados próximos à superfície livre.

Figura 4: Fração molar de CO como resultado da descarbonização na superfície livre.
A Fig. 2 mostra a distribuição de oxigênio na fase gasosa. Na lança, um jato puro de oxigênio entra no forno. Uma parte do oxigênio é consumida pela descarbonização na superfície livre e outra parte é convertida na fase gasosa em dióxido de carbono. Um olhar mais atento à superfície livre (Fig. 3 e 4) mostra que um conteúdo menor de carbono é encontrado apenas nas proximidades da superfície livre. Isso também indica que as oscilações estão aumentando a superfície livre e, portanto, as taxas de reação significativamente, uma vez que o conteúdo mais baixo de C é encontrado lá. No lado gasoso, uma fração molar maior de CO é encontrada nas oscilações, mas também no lado direito próximo à superfície livre. Esta é uma área onde as velocidades do gás não são tão altas (veja Fig. 3) e o CO não é transportado eficientemente para o volume.
Agitação no Cadinho
Em um forno de panela, o argônio é injetado através de uma lança revestida de refratário ou através de um bloco refratário permeável na parte inferior, a fim de manter uma temperatura e composição uniformes. Um exercício de referência para tal forno é descrito a seguir. A geometria utilizada e detalhes adicionais são especificados pela Sociedade Alemã de Aço (VDEh) em sua 7ª reunião em 2010.
Descrição do Problema
O cadinho contém 185 toneladas de aço a 1600°C. Argônio é introduzido a partir do fundo, dando origem a plumas de gás heterogêneas que causam a agitação do aço. O objetivo da simulação era determinar o tempo necessário para alcançar uma mistura completa.

Figura 5: Detalhes do benchmark de agitação da panela. Região vermelha: escória e região amarela: o metal fundido
Um método de modelagem Volume-of-Fluid (VOF) foi usado no STAR-CCM+ para considerar a interface entre gás e líquido. Um algoritmo de rastreamento de partículas discretas para rastrear as bolhas injetadas (com uma distribuição de tamanho de Rosin Rammler) e densidade dependente da lei do gás ideal baseada na altura do metal fundido foi usado para o gás injetado. Um acoplamento bidirecional com consideração de forças de arrasto, sustentação e dispersão turbulenta é empregado entre as fases gasosa e líquida. Um traçador numérico é introduzido para rastrear a extensão da mistura e o tempo de mistura necessário.
Resultados do Exercício de Referência no Cadinho
Os resultados deste estudo são mostrados abaixo nas Figs. 6(a) a 6(c). A Fig. 6a mostra uma captura de tela da distribuição das bolhas e ascensão no domínio. A Fig. 6b mostra os contornos de velocidade do derretimento causados pela injeção do jato de argônio, mostrando claramente um fluxo de jato em desenvolvimento com a velocidade diminuindo com a altura. A magnitude da velocidade estava dentro de 15% dos resultados analíticos. A Fig. 6c mostra uma pictografia de um experimento baseado em água em um modelo em escala do cadinho. Indica que o campo de fluxo corresponde aos resultados da simulação qualitativamente (já que nenhuma medição de velocidade foi realizada no experimento com água). A Fig. 7 mostra que os resultados do tempo de mistura da simulação (⁓120s) comparam-se bem com aqueles de medições experimentais (⁓120-140 segundos), indicando que a simulação CFD permite insights detalhados sobre o comportamento do fluxo. Geometrias adicionais podem ser investigadas usando simulação combinada com uma abordagem de otimização direta automatizada para encontrar uma solução de engenharia para mistura.




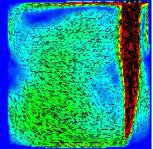
Figura 6: (a) Pluma de bolhas ascendentes (b) Campo de velocidade do jato de argônio (c) Foto de um experimento com água em escala

Figura 7: Comparação do tempo necessário para mistura completa com valores experimentais.
Fundição Contínua
Após a fabricação de uma liga de aço, o aço líquido precisa ser processado para uso posterior. Podemos discernir dois tipos de material forjado após a produção de aço: ou lingotes que podem ser usados posteriormente em processos específicos de fundição de formas ou barras de aço fundido continuamente de várias geometrias de seção transversal.
Desafios de Produção
Para garantir uma boa qualidade geral do produto, certos aspectos do processo são chave: (a) Transporte e localização de inclusões não metálicas e escória dentro do lingote ou tira, (b) Gerenciamento de temperatura da liga para garantir propriedades metalúrgicas desejáveis, (c) Defeitos como defeitos de contração macro e micro. Esses aspectos estão intimamente ligados entre si, bem como à eficiência geral de fabricação. Assim, o processo de fundição contínua ou de lingotes é um conglomerado de diferentes fenômenos físicos e desafios de engenharia envolvendo transferência de calor (radiação, condução e convecção), mudança de fase (solidificação no metal e ebulição devido ao resfriamento por pulverização), transporte de material, Aquecimento Joule, Dinâmica Magneto Hidrodinâmica (agitação na tira), Metalurgia incluindo defeitos de contração, Reações químicas (mangas exotérmicas e pós).

Figura 8: Padrão de fluxo durante a solidificação de lingotes de aço. Criação de poros alfa e defeitos de contração
Problema & Resultados
Usando uma abordagem pseudo transiente, o Simcenter STAR-CCM+ foi usado para prever a espessura da casca ao longo da tira, bem como a posição da ponta de solidificação. O trabalho de validação foi baseado no trabalho de Ushijima, onde a espessura da casca é determinada analiticamente. Assume-se que o molde esteja pré-preenchido com aço superaquecido, as paredes são configuradas para serem convectivas. A velocidade de entrada também é dada e na saída a velocidade de fundição é aplicada.

Figura 9: Validação da espessura da casca para fundição de tira única. O gráfico à esquerda mostra a comparação dos resultados. O gráfico à direita mostra o contorno da geometria segundo Ushijima.
O modelo de múltiplas fases Volume of Fluid (VOF) é usado para investigar a interação entre escória, derretimento e ar. A modelagem de mudança de fase é habilitada dentro do modelo VOF. Ao expandir o domínio computacional além do domínio fluido para incluir, por exemplo, o molde ou rolos, o efeito das suposições nas condições de contorno pode ser mitigado. O Simcenter STAR-CCM+ possui um conjunto de funções de critério para análise de defeitos dentro da peça fundida. As propriedades do material também são essenciais para prever com precisão o comportamento de fluxo e solidificação dentro da peça fundida. A estrutura aberta do software permite que se importe dados de material dependentes da temperatura próprios ou que se use os materiais oferecidos no banco de dados de material metálico dedicado. Os resultados (Fig. 9) indicam que o STAR-CCM+ pode prever a espessura da casca com precisão e pode ser usado para avaliar o processo de fundição de forma eficaz.
CONCLUSÕES
O Simcenter STAR-CCM+ foi utilizado para a análise detalhada de fornos de oxigênio básico, mistura em cadinho e fundição contínua. Detalhes incluindo dinâmica de fluidos, reações de descarbonização na superfície, bem como reações de oxidação na fase gasosa, foram modelados com precisão. O método Volume of Fluid (VOF), assim como o modelo Euleriano de Múltiplas Fases com uma extensão LSI, podem ser usados para capturar corretamente a superfície livre. O Simcenter STAR-CCM+ abre a porta para futuras otimizações e melhorias de processo.
Quer levar a eficiência e sustentabilidade da sua indústria siderúrgica para um novo patamar? Na CAEXPERTS, podemos te ajudar a traçar estratégias de economia de energia e tecnologias avançadas para redução de emissões de CO₂. Agende uma reunião conosco e descubra como podemos ajudar sua empresa a otimizar processos, reduzir custos e alcançar seus objetivos de produção de forma mais sustentável. Não deixe para depois, entre em contato agora mesmo e dê o primeiro passo rumo a um futuro mais verde e competitivo!
WhatsApp: +55 (48) 98814-4798
E-mail: contato@caexperts.com.br


